
برش هوا گاز یک فرآیند برش حرارتی است که از اکسیژن و سوخت (از جمله استیلن، پروپان، MAPP، پروپیلن و گاز طبیعی) استفاده می کند. این برش، حرارتی است و به طور گسترده در صنعت مورد استفاده قرار می گیرد. دلیل استفاده از برش فولاد با هواگاز این است که میتواند ضخامت های ۰.۵ تا ۲۵۰ میلی متر را برش دهد.
این تجهیزات کم هزینه هستند و می توانند به صورت دستی یا مکانیکی مورد استفاده قرار گیرند. دستگاه هوا برش دستی از دستگاههای معمول در برش فلزات است. به این نکته توجه کنید که ایمنی کار با هوا برش از نکاتی است که قبل از کار با این دستگاه باید با آنها آشنا شوید.
اصول انجام برش با فرایند هوا گاز
فرایند برش در شکل ۱ نشان داده شده است. مخلوطی از اکسیژن و گاز سوخت برای گرم کردن فلز تا دمای “اشتعال” آن، استفاده می شود. دمای اشتعال فولاد ۷۰۰ تا ۹۰۰ درجه سانتیگراد (گرمای قرمز روشن) است.
اما این مقدار خیلی کمتر از نقطه ذوب آن است. سپس یک جریان از اکسیژن خالص به منطقه پیش گرم کننده هدایت می شود. در این قسمت واکنش شیمیایی گرماده شدید بین اکسیژن و فلز به منظور تولید اکسید آهن (اکسیداسیون) یا سرباره انجام می شود.
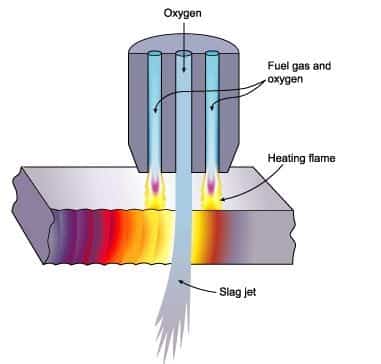
شکل۱. فرایند برش با هوا گاز
جریان اکسیژن سرباره و اکسید آهن را به بیرون می برد. به این ترتیب جریان اکسیژن، ماده را سوراخ کرده و با ادامه عمل اکسیداسیون باعث برش خوردن آن می شود.
چهار شرط اساسی برای برش با هوا گاز وجود دارد:
۱-دمای احتراق مواد باید پایین تر از نقطه ذوب آن باشد. در غیر این صورت مواد قبل از برش می توانند ذوب شوند و جریان یابند
۲-نقطه ذوب اکسید باید کمتر از ماده اطراف باشد. این کار برای این است که بتوان آن را به صورت مکانیکی توسط جت (جریان) اکسیژن به جریان دراورد و به بیرون راند.
۳-واکنش اکسیداسیون بین جت اکسیژن و فلز باید برای حفظ دمای احتراق کافی باشد
۴-حداقل مواد حاصل از واکنش گاز باید تولید شود تا اکسیژن برش رقیق نشود
فولاد ضد زنگ، چدن و فلزات غیر آهنی، اکسید های نسوز را تشکیل می دهند. یعنی نقطه ذوب اکسید بالاتر از ماده است؛ پس پودر باید به شعله تزریق شود تا یک سرباره مایع با نقطه ذوب پایین، ایجاد شود.
خالص سازی اکسیژن
سرعت برش و کیفیت لبه برش توسط خلوص جریان اکسیژن تعیین می شود. بنابراین طراحی نازل نقش مهمی در حفاظت از جریان اکسیژن از ورود هوا بازی می کند. خلوص اکسیژن باید حداقل ۹۹.۵٪ باشد. کاهش ۱٪ از خلوص اکسیژن، به طور معمول سرعت برش را ۲۵٪ کاهش می دهد و مصرف گاز را ۲۵٪ افزایش می دهد.
انتخاب گاز سوخت
احتراق گاز سوخت در دو منطقه مجزا اتفاق می افتد. در مخروط داخلی یا شعله اصلی، گاز سوخت با اکسیژن ترکیب می شود تا منوکسید کربن و هیدروژن تشکیل دهد.
برای استیلن واکنش زیر اتفاق می افتد.
۲C2H2 + 2O2 → ۴CO + 2H2
احتراق نیز در قسمت ثانویه یا بیرونی شعله با اکسیژن که از هوا پخش می شود، ادامه می یابد.
۴CO + 2H2 + 3O2 → ۴CO2 + 2H2O
بنابراین گاز سوخت توسط نکات زیر شناسایی می شود:
۱-دمای شعله – داغترین قسمت شعله در نوک شعله اصلی است (مخروط داخلی)
۲-نسبت گاز سوخت مورد نیاز برای احتراق
۳-گرمای احتراق – گرمای احتراق در قسمت بیرونی شعله بیشتر است
پنج گاز معمولی که در این برش استفاده می شوند عبارتند از استیلن، پروپان، MAPP (متیل استیلن پروپادین)، پروپیلن و گاز طبیعی. خواص این گازها در جدول آمده است. عملکرد نسبی گازهای سوخت از لحاظ زمان برش، سرعت برش و کیفیت لبه برش، توسط دمای شعله و توزیع گرما در داخل مخروط های داخلی و خارج شعله تعیین می شود.

با توجه به اعداد جدول بالا میتوان به اطلاعات مهمی برای گاز مورد استفاده در دستگاه هوابرش دستی، دست یافت.
استیلن بالاترین دمای شعله را در بین تمام گازهای سوخت تولید می کند.پروپان دمای شعله پایینی را نسبت به استیلن تولید می کند. همچنین این گاز، گرمای احتراق بیشتری نسبت به استیلن دارد اما گرما بیشتر در مخروط بیرونی ایجاد می شود (جدول را ببینید).
گاز MAPP ترکیبی از هیدروکربن های مختلف است، به طور عمده، methyl acetylene و پروپیدین است. از آنجایی که گاز MAPP را می توان در فشار بالاتر از استیلن استفاده کرد، می توان آن را برای برش زیر آب و در آب های عمیق استفاده کرد.
پروپیلن گاز نفت مایع LPG) ) است و دمای شعله آن مشابه MAPP (۲۸۹۶ درجه سانتی گراد در مقایسه با ۲.۹۷۶ درجه سانتی گراد برای MAPP) است. گرمتر از پروپان است، اما نه اندازه استیلن.گاز طبیعی دارای کمترین دمای شعله، شبیه به پروپان و کمترین مقدار گرمای کل در مقایسه با سوخت های معمولی است،

